挑战
在可再生柴油 (RD) 和可持续航空燃料 (SAF) 生产中,工艺换热器结垢是一个多方面的挑战,由各种因素引起,包括由于具有挑战性的原料导致的有机污染物和无机沉积物的积累。了解这些复杂的机制对于制定有效的缓解策略至关重要。
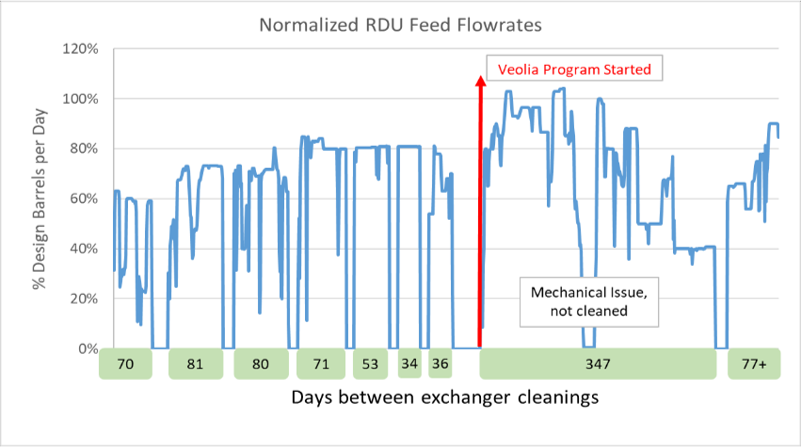
这家研发生产商平均每 60 到 80 天就必须清洁一次换热器,这意味着每次工厂不得不关闭时都会造成重大的生产损失。Veolia建议对该问题进行彻底调查,并实施一项能够减少污垢并提高工艺可靠性和性能的解决方案。

解决方案
通过交换器处理的复合可再生原料包括各种原料的混合物,包括大豆油和蒸馏玉米油 (DCO),以及循环流。在环境条件下,复合原料具有粘性、半流体稠度和复杂的物理外观(图1)。
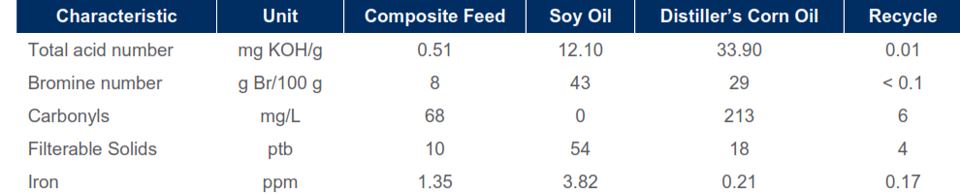
首先,Veolia对RDU及其组件中使用的复合材料进料进行了详细表征,以确定可能影响换热器结垢的关键参数(表1)。大豆油和DCO的总酸值(TAN)较高,而复合饲料的总酸值相对较低(51 mg KOH/g)。然而,羰基化合物(68 mg/L)和中等溴含量(8 g Br/100 g)的存在表明,由于有机化合物的沉积以及聚合和氧化等复杂反应的可能性,存在结垢的可能性。与DCO相比,大豆油中的溴含量更高,同时DCO的羰基含量非常高(是复合饲料的三倍),突出了每种来源对复合饲料结垢潜力的单独贡献。此外,与其他液流相比,豆油的可过滤固体和金属(尤其是铁)含量较高,这表明豆油有可能产生无机污垢。虽然复合进料中的可过滤固体和金属含量不是特别高,但它们的存在会对氧化和聚合过程产生催化作用。
其次,Veolia进行了矿床分析。如表3所示,在矿床中发现的主要元素包括碳、氢和氧,表明存在有机化合物和含氧官能团。此外,硫、磷、钙、钾、钠、氯和其他金属的含量较小,从0.1%到4%不等。值得注意的是,在可再生燃料生产过程中,硫可以以有机和无机形式存在。这些元素的存在表明有机污染物和无机沉积物的结合导致了热交换器中的污垢。
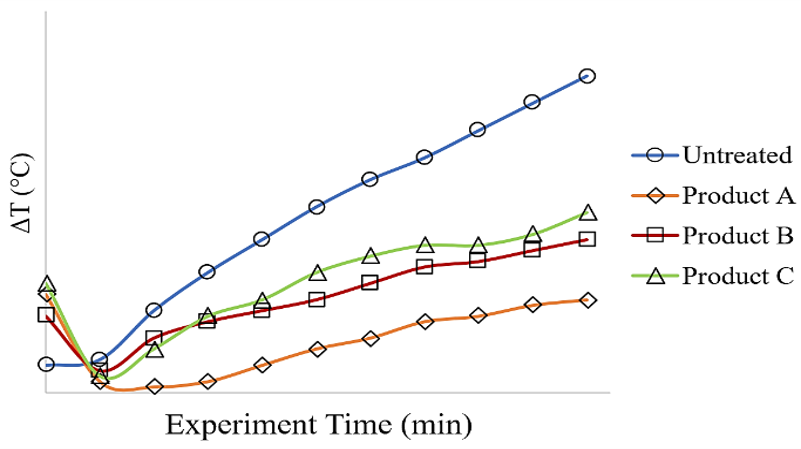
设计了一种处理测试程序,以使用热污垢试验台评估不同分散剂和聚合抑制剂化学品(表示为产品 A、B 和 C)的有效性。该测试设备通过将样品通过管壳式换热器来模拟热交换器的条件,其中加热棒用作加热元件。加热棒上会发生结垢沉积,通过出口流体温度 (∆T) 的逐渐下降来减少传热。防污剂的功效是通过指定时间段内出口温度下降的平均值来确定的,并用相对于未处理条件的污垢减少百分比来表示。
图 2 显示了不同处理和未处理样品的渐进式污垢积聚和传热效率降低。在处理过的样品中,产品A的∆T增幅始终最低,平均减少了75%的污垢。
结果
Veolia将产品A作为其 Thermoflo* BIO 产品系列的一部分进行商业化,以便在炼油厂进行在线试用。Thermoflo BIO是用于生物燃料加工的专用产品。在随后的几周和几个月里,热交换器的性能有了明显改善。RDU在超过340天的运行过程中,没有因换热器结垢而停机,而之前的运行需要每隔30到80天停机清理一次。如图3所示,虽然试验期间出现过一次停机,但那是由于一次无关的维护活动造成的。
通过在12个月的时间内避免季度停机,生产率的提高转化为22-30百万美元的额外收入。此外,由于省去了每次交换器清洗,估计可为生产商节省40,000美元的维护成本。