


Faribault Energy Park是位于明尼苏达州南部的300兆瓦燃气联合循环设施,代表着当地对可持续能源基础设施的重要投资。该电厂由明尼苏达市政电力局(MMPA)拥有,由NAES公司运营,于2007年投产。
Faribault Energy Park最初使用移动式离子交换拖车来制备蒸汽补给水,这是一项为了规避对永久性反渗透(RO)系统排放废水的限制而采取的临时措施。然而,移动式拖车为该设施带来了重大的运营挑战,尤其是在明尼苏达州严酷的冬季,结冰状况会给工厂人员造成安全隐患。此外,工厂的水源(由水井和雨水供给的池塘系统)会受到高浊度峰值和温度变化的影响,这为标准的膜基水处理系统创造了困难的环境。现有的多介质过滤器(MMF)也被认为不足以将水预处理到RO系统所需的质量,尤其是在浊度和淤泥密度指数(SDI)方面。
为了解决这些问题,工厂管理层决定安装一套永久性的厂内水处理系统,并为此制定了一项全面的计划。该计划的首要且最关键的一步便是突破监管方面的障碍。明尼苏达州市政电力局(MMPA)与Veolia合作,向市政监管机构提交了一份详细方案。该方案表明,RO浓缩水(废水)的质量与现有系统相当,且仅占冷却系统总水量的0.01%,对最终排污水成分影响微乎其微。这一数据驱动的方法最终获得了将RO废水排入冷却塔的必要批准。
在获得监管部门的批准后,工厂人员起草了一份详细的询价书(RFQ),并对多家水务行业原始设备制造商的方案进行了评估。
为了满足高纯度锅炉给水规范要求,该设施选中的核心设计方案采用了双通道RO系统,最终产水经服务交换混合床去离子(MBDI)装置进行精处理。针对原水难处理的特性,该厂放弃了混凝工艺和二级多介质过滤器(MMF)等备选方案,选用了超滤(UF)技术作为预处理方法。UF技术能够稳定提供卓越的水质(可过滤小至0.1微米的颗粒)、配备包括就地清洗(CIP)在内的全自动运行系统,并且对水质波动与温度变化具有较强适应能力,规避了传统系统对人工操作的高度依赖度。Veolia被选为原始设备制造商,提供紧凑型撬装式UF和双通道RO系统。机械设计和安装由工厂团队自主高效完成,其中工艺设计与Veolia合作实施,电气工程则由当地承包商负责。
永久性水处理系统于2010年成功安装后,立即为该设施带来了显著效益。与之前的租赁方案相比,新系统不仅提升了运营效率,更通过消除移动拖车带来的冬季安全隐患增强了现场安全性,同时还实现了成本节约。该项目凭借创新高效的设计获得权威认可,于2012年荣获《Combined Cycle Journal》(联合循环杂志)颁发的最佳实践奖。
在项目投运十四年后进行的长期分析证实了其长期保持的卓越运营成效。评估结果证明,永久性系统的原始商业目标已完全实现,其性能表现与成本节约均达到或超越了初期预期。由超滤、双通道反渗透和MBDI精处理工艺组成的集成系统被证明是一项稳健可靠的长期解决方案,不仅有效处理了具有挑战性的原水,更能持续提供工厂高效安全运行所必需的高纯水。
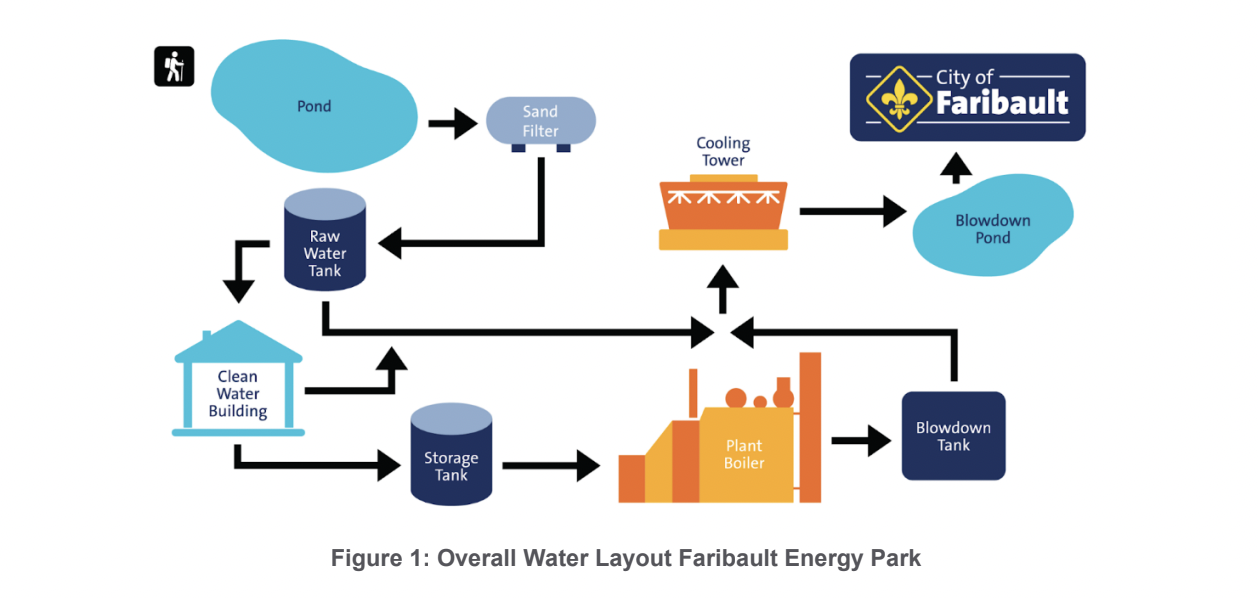
UF/RO系统位于清洁水设施(Clean Water Building)内。整个场地的水处理布局如图1所示。
结果
超滤(UF)系统每周使用标准自动维护清洗3-4次,每季度进行一次离线恢复清洗。UF膜在使用7年后进行了更换,而原计划中的使用年限为5年。实际支出较预算节省了约$58,000美元。
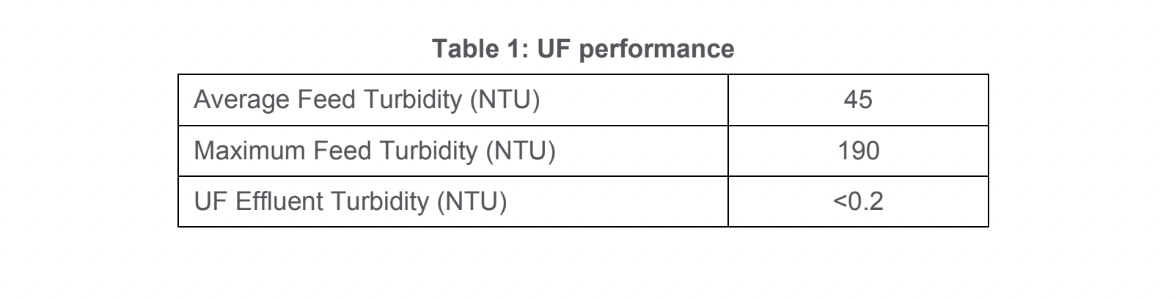
由于上游现有的MMF仅对池塘水进行粗过滤,UF装置的进水浊度波动非常显著。尽管如此,UF滤液的水质仍然优于RO系统的进水标准。
在投入运行后的14年里,RO系统的维护工作包括每季度进行一次膜清洁、更换部分仪表、翻新几个阀门执行器,以及泵的常规保养。据估算,每日平均用于数据采集和常规维护的时间只有15分钟。
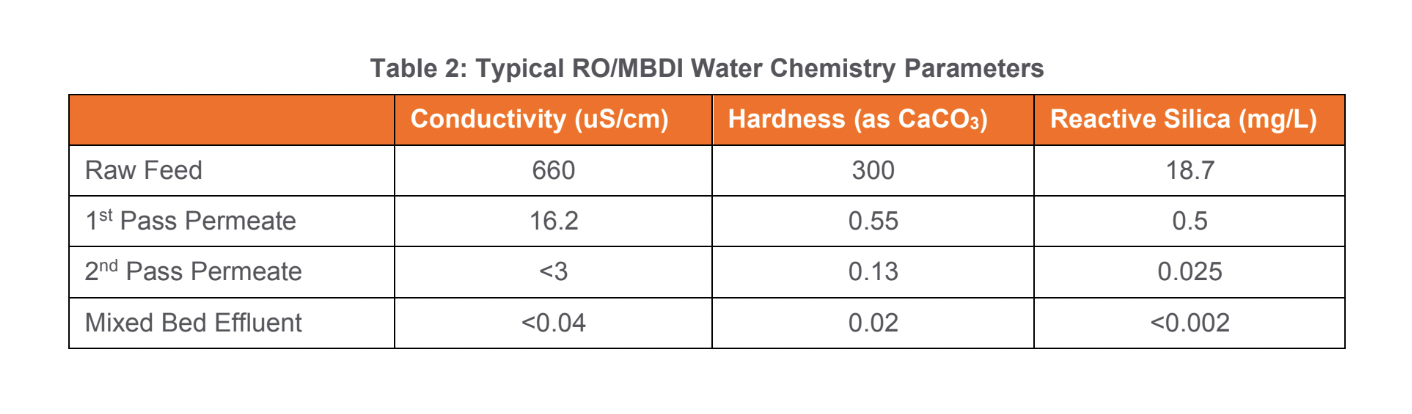
根据2022年3月完成的水样检测,原始膜在运行了12年后的水质如表2所示。RO膜在第14年(2024年2月)进行了更换,而最初预计使用寿命为5年。换膜作业由工厂人员联合OEM技术支持团队耗时4小时完成。相较于预算寿命,膜组件延寿所产生的节约金额约为$10,000美元。
永久性水处理系统的商业案例取得了巨大的成功,在短短1.52年内就实现了简单的投资回收,比预期的1.8年更快,超出了最初的预测。在14年的时间里,该系统为MMPA利益相关方节省了490万美元的运营成本,主要通过消除移动式离子交换拖车的经常性费用实现。除了财务收益外,该项目还对环境和安全产生了重大的积极影响:据估计,该项目避免了25,000英里的半挂卡车运输,相当于减少了37公吨的二氧化碳排放,同时有效消除了运输、结冰及恶劣天气带来的重大安全隐患,使该厂未发生过一起与水系统相关的可记录事故。
对所有可用数据的审查表明,该项目达到甚至超越了最初的投资预期,同时为明尼苏达市政电力管理局、NAES公司及MMPA成员城市、董事会及社区等利益相关方的既定目标做出了贡献。该项目不负其2012年最佳设计奖的殊荣,不仅实现了预期目标,更在为MMPA利益相关方创造关键财务收益与环境效益方面超出了预期。