

由于浓缩塔上部出现起泡趋势,加拿大一家石油改质厂面临失去全厂酸性水处理能力的风险。起泡事件的原因存在很大差异,通常与上游焦化装置酸性水的污染有关,并可能导致运营难题。
当发生此类事件时,如果没有妥善的处理方案,唯一的选择便是大幅降低上游焦化器的装料吞吐量。过去发生的一次起泡事件导致上游焦化器处理率下降了42%,减产幅度高达50KBPD(图2)。该事件持续了30天,令工厂损失了$4800万,即每天损失$160万。
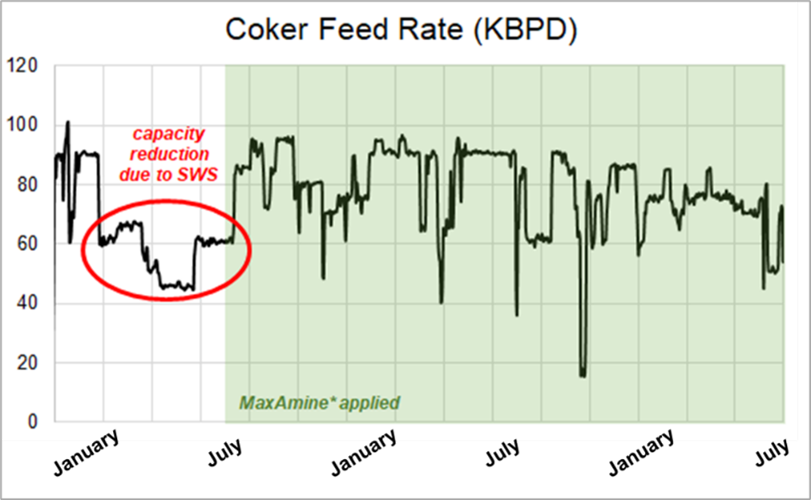
图1. 由于起泡事件,设计吞吐量为95 KBPD的焦化装置加工进料速率降低了42%。
酸性水浓缩塔的作用是从整个改质厂产生的酸性水流中去除氨和硫化氢 (H2S)。浓缩塔会产生可在流程中回收的脱酸水产品以及浓缩的废液流。
石脑油等芳烃可能是浓缩器酸性水入口流中的主要污染源,会导致塔内起泡。泡沫会充当物理“载体”,导致液体溢出到浓缩塔顶部的蓄能器中,从而限制整体焦化原料的处理速率。
在这家改质厂,来自上游焦化工艺的酸性水被发现经常存在芳香烃污染,导致了严重的起泡事件和过量液体溢出。该厂的工程团队与Veolia密切合作,对起泡问题进行分析,并确定可降低液体夹带风险和焦化装置吞吐量降低风险的解决方案。
一种特殊的碳氢化合物消泡化学品Max-Amine被选中为最佳解决手段。该化学品提供了一项易于使用的在线化学解决方案,可以在无需降低焦化处理速率的情况下减轻酸性水浓缩塔的不同起泡事件。
结果
事实证明,消泡剂的应用成功减少了酸性水浓缩塔中的泡沫,并为石油改质装置提供了灵活性,使其能够以最大焦化处理能力运行。
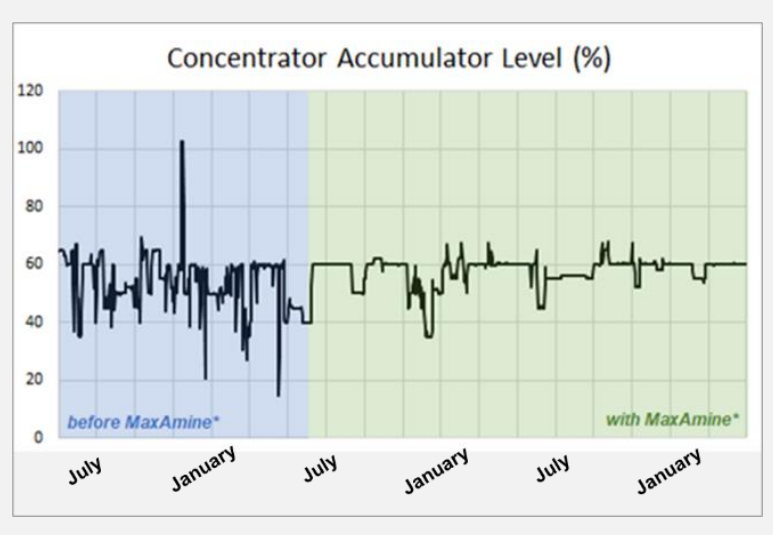
图2. Max-Amine注入前后浓缩塔顶部蓄能器的液位。
Veolia与改质厂的运营团队保持着良好的合作关系,Max-Amine的应用稳定了酸性水的存量水平,防止了一个焦化器的处理率下降。该解决方案避免了类似于上一次的酸性水汽提装置停运,该事件令工厂在48天内损失了$3000万,即每天损失$160万。
总的来说,消泡剂Max-Amine的应用帮助消除了任何生产停顿和更改酸水罐容积的需要。从财务角度分析,使用消泡剂帮助客户避免了每天$160万的生产损失。