

挑战
一家生产即饮型乳制品和非乳制品的领先食品饮料制造商设定了在2050年之前实现温室气体(GHG)净零排放的目标。该制造商在美国中西部拥有先进的生产设施和配送中心,致力于满足美国消费者对乳饮料日益增长的需求。
该工厂的产品系列包含乳制品和非乳制品,通常会在生产运行间隙清洗储罐、均质机、热交换器、装瓶线和其他设备时间歇性排放产生的废水。乳制品废水的特点是有机负荷高、pH值范围宽、温度较高。乳制品废水不仅含有脂肪、油脂(FOG)和氮、磷等常量营养物质,而且由于有机物含量的增加,导致了化学需氧量(COD)和生化需氧量(BOD)水平较高。乳制品流出物会迅速分解并耗尽接收流的溶解氧水平,因此不能长时间置之不理。
2007年,该制造商在建造其先进生产设施时安装了一座废水处理厂。当时,当地的公有废水处理厂 (POTW) 有一个公共排污口,允许在风暴潮期间将未经处理/经过部分处理后的废水直接排入当地河流。作为一家以环境管理为荣的公司,在风暴潮期间将高有机废水排放到环境中,是一项不可接受的解决方案。
解决方案
在评估了几种处理技术后,考虑到水回用标准,该厂选择了膜生物反应器(MBR)技术。因为该技术的渗透液质量极高,可以满足现场冷却塔的再利用规范。该项目于2007年启动时,Veolia的ZeeWeed* 500D中空纤维膜被选中作为新系统的解决方案。
全规模废水处理厂(WWTP)设计的平均流量为1.5 MGD。几年之后,冷却塔的组成标准变得更加严格,因此该厂采取了额外的措施,增加了回收反渗透(RO)系统。这样一来,工厂现可通过回用抵消多达50%的冷却水需求。
流程概述
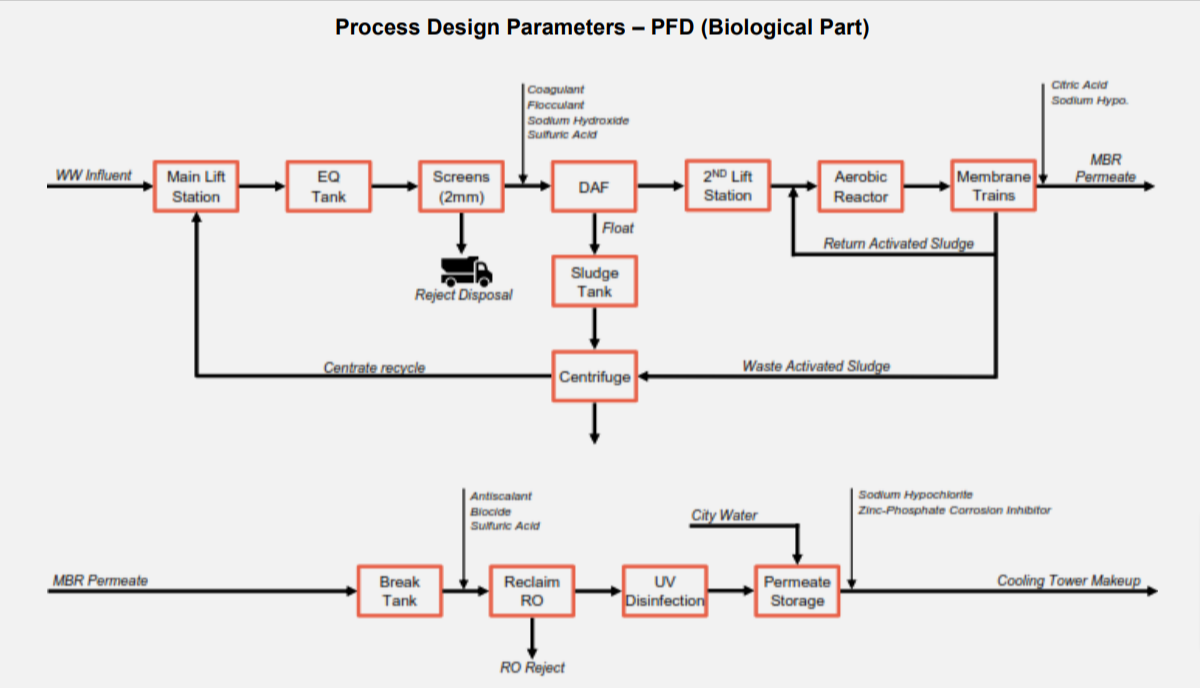
WWTP由以下工艺组成:
- 流量收集、泵送、均衡和筛选
- 溶气浮选(DAF)、污泥脱水和生物固体处理
- 膜生物反应器(采用ZeeWeed 500D超滤[UF]膜的活性污泥)
结果
该饮料设施的全规模废水处理厂平均日处理流量为1.5 MGD,MBR系统可有效去除有机物,从工艺用水中去除97.4%的BOD和94.2%的COD(DAF处理后)。ZeeWeed MBR还能去除95%的氨,并产生高质量的流出物,其TSS<1 mg/L,适合为回收RO供料。
高达432,000 GPD的ZeeWeed MBR渗透液通过回收RO进行进一步处理,以降低TDS,并为工厂的冷却塔、冷却器和机房生产高质量的回用水。回收RO可实现98%的离子去除率,从而将电导率从入口处的1750 μS降低到渗透液中的约90 μS。
工厂回用水的整体经济效益包括:
- 年回收水总量26.6MMUSG
- 回收水抵消了工厂总用水需求的31.6%
- 回收水(混合了9%的城市水)使冷却塔排污前浓缩循环次数增加了0倍
- 浓缩循环次数的增加使冷却塔的年需水量减少了9MMUSG,这一数值是11年用量的2022%。
回收反渗透系统抵消了市政水用量并减少了冷却塔用水需求,每年总共节省了35.6MMUSG的用水量。
Veolia在RO和MBR膜解决方案方面一直处于领先地位,我们运行时间最长的膜现已连续运行超过13年。如果您希望详细了解此工艺的情况,以及我们为您的废水处理设施提供的解决方案,请访问我们的网站。